
Cas client

Alléger un outil à parer tout en sécurisant son usage
Le client utilise un outil à parer soumis à des contraintes mécaniques importantes. Le poids de l’outil pénalise la maniabilité, mais toute réduction de masse doit être maîtrisée pour éviter les risques.
La sécurité est un enjeu majeur, notamment en cas de rotation.

Réduire les rebuts sur plans de travail
Le client constate des rebuts en phase de finition, liés à des éclats générés en amont lors du déchiquetage.
Les outils de finition ne parviennent pas à corriger ces défauts.
L’enjeu est de traiter le problème à sa source.

Réaliser un carottage profond en lamellé-collé
Le contrôle qualité en lamellé-collé nécessite parfois des prélèvements profonds. Ces carottages doivent être réalisés avec précision, sans détériorer la structure.
La difficulté réside dans la profondeur et la régularité du prélèvement.

Mieux évacuer les copeaux sur plaques fines aluminium
L’usinage de plaques fines en aluminium génère des copeaux difficiles à maîtriser. Ceux-ci ont tendance à s’accumuler dans certaines zones de l’outil, notamment en partie basse.
Cette accumulation dégrade progressivement l’état de surface et perturbe la production.

Usiner des parecloses cintrées à la toupie
La fabrication de parecloses cintrées implique de travailler des pièces déjà formées. Le contre-profil doit être réalisé après cintrage, ce qui complique fortement l’usinage.
Dans de nombreux cas, ces opérations sont confiées à des centres d’usinage CNC, mais cela peut être surdimensionné pour certaines productions.
Le client cherche une alternative plus souple.
Conserver une machine à arbre captif
Certaines machines sont construites avec un arbre non extractible. Cette caractéristique complique fortement le changement d’outils.
Le remplacement de la machine représenterait un investissement important, alors que celle-ci reste fonctionnelle.

Usiner plusieurs anneaux en une seule opération
Le client produit des anneaux en bois en série. La production est maîtrisée, mais la cadence reste limitée par une fabrication unitaire.
Chaque pièce nécessite une opération dédiée, ce qui limite le débit global.

Préserver les bandes à poncer en traitant le dégrossissage en amont
Le client utilise des bandes abrasives pour obtenir l’état de surface final. Cependant, ces bandes sont également sollicitées pour enlever des surépaisseurs importantes.
Cette double fonction entraîne une usure rapide et une variabilité de qualité.

Industrialiser des coffrets folding en bois
Le client développe des coffrets en bois dits “folding”, nécessitant la réalisation d’entailles en V permettant le pliage de la matière.
Ces entailles doivent être précises, régulières et répétables pour garantir à la fois la qualité esthétique et la fonctionnalité du produit.
La complexité réside dans la multiplicité des angles à réaliser sur une même pièce.

Adapter la tonnellerie standard aux très petits fûts
Les outils standards de tonnellerie sont conçus pour des fûts de grande capacité. Lorsqu’il s’agit de produire des formats très réduits, ces outils deviennent inadaptés.
Le client souhaite développer de nouveaux formats sans compromettre la précision d’usinage.

Aboutage : remplacer le carbure par le diamant brasé
Le client utilise depuis plusieurs années des outils carbure sur sa ligne d’aboutage. La machine est performante et le process maîtrisé, mais la durée de vie des outils reste limitée.
Les remplacements fréquents génèrent des arrêts et un coût d’exploitation élevé.
L’objectif est d’améliorer la durée de vie sans modifier la machine.

Lancer une nouvelle référence plus vite
Lors du lancement d’une nouvelle pièce, le passage du prototype à la série est souvent une phase critique. Elle implique des essais, des ajustements et des réglages parfois longs.
Le client constate que cette phase ralentit la mise en production et mobilise des ressources importantes.

Réduire les micro-arrêts sur ligne automatisée
Le client dispose d’une ligne performante et automatisée, capable de produire à haut débit. Toutefois, malgré une organisation maîtrisée, la performance globale reste pénalisée par des micro-arrêts fréquents.
Ces arrêts, souvent courts, sont liés à des défauts de coupe ou à des comportements instables de l’outil. Pris individuellement, ils semblent anodins, mais leur répétition dégrade significativement le rendement global.

Sécuriser la production de douelles
La fabrication de douelles repose sur des profils précis et répétables, dans une matière coûteuse et variable.
Chaque défaut peut entraîner une perte matière importante et compromettre l’assemblage final.
Le client cherche à sécuriser cette étape clé de production.

Améliorer la finition sur résineux nerveux
Les résineux présentent une variabilité importante (nœuds, fibres, densité), ce qui rend leur usinage plus complexe qu’il n’y paraît.
Le client constate des défauts d’état de surface malgré un process stable, notamment sur des pièces destinées à être visibles ou finies.
Ces défauts nécessitent des opérations de ponçage ou de reprise.

Réduire les changements d’outils sur ligne 4 faces
Le client utilise une ligne 4 faces pour produire différents profils. Bien que la machine soit performante, les changements d’outils sont fréquents et pénalisent la disponibilité globale.
Chaque changement implique un arrêt, un réglage et une phase de remise en production.
L’objectif est d’augmenter le temps utile machine sans investir dans une nouvelle installation.
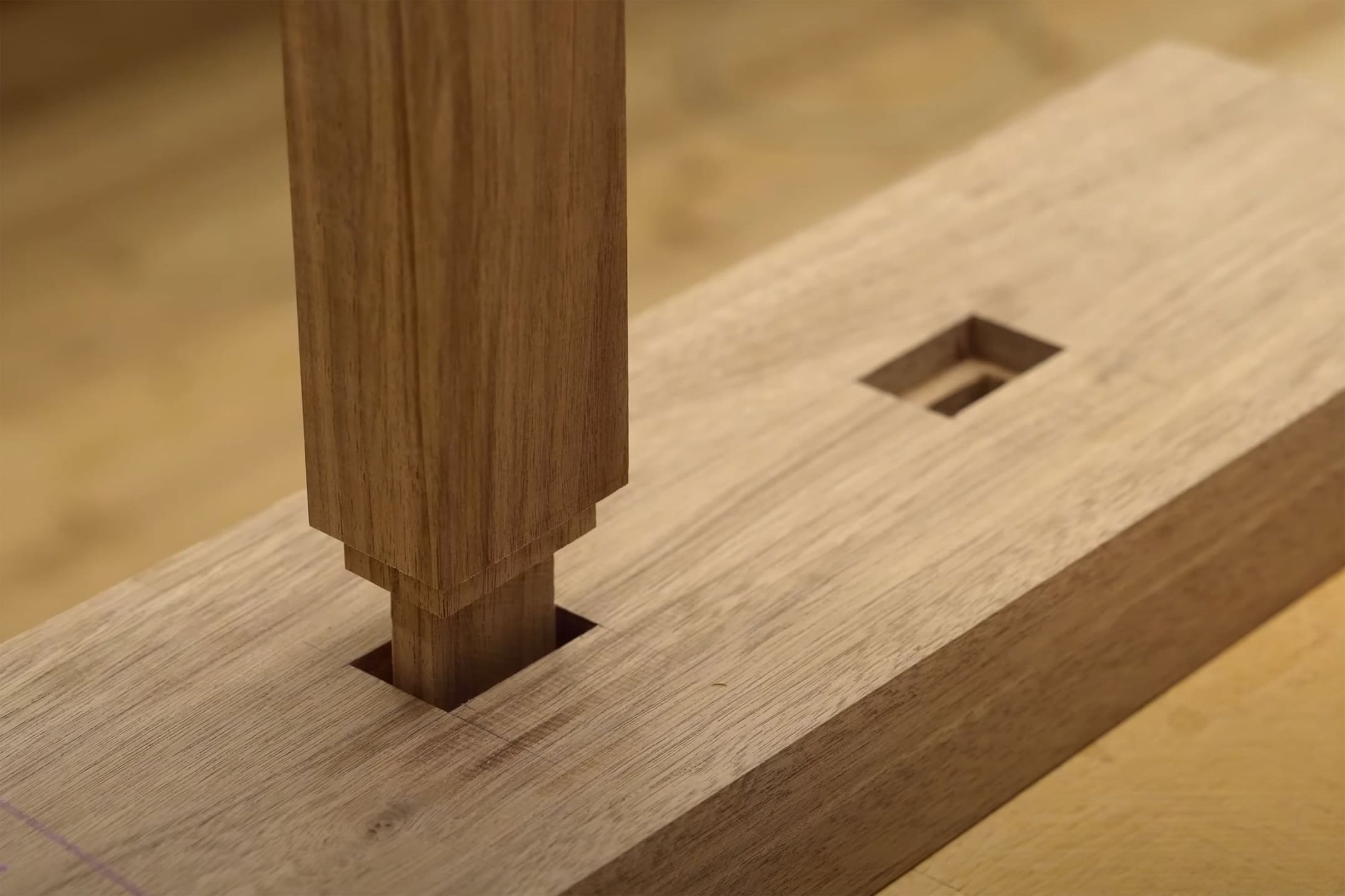
Réduire les rebuts sur les opérations de tenonnage
Le tenonnage est une opération clé dans la fabrication d’assemblages bois. Elle conditionne directement la qualité finale du produit, tant sur le plan mécanique qu’esthétique.
Le client réalise cette opération sur une ligne maîtrisée, mais constate une variabilité de qualité qui génère des défauts sur les pièces produites.
Ces défauts entraînent des reprises, voire des rebuts, sur une étape où la valeur ajoutée est déjà importante.
Réaliser un profil complexe en une seule passe
Le client réalise des profils complexes nécessitant plusieurs opérations successives. Chaque étape implique des manipulations, des réglages et un risque de dérive dimensionnelle.
Cette organisation alourdit les temps de cycle et rend la production plus sensible aux variations.
L’objectif est de simplifier le process tout en garantissant la précision du profil.
Réduire le bruit sur une ligne de délignage
Le client dispose d’une ligne de délignage performante, capable de tenir les cadences attendues. Toutefois, l’exploitation quotidienne met en évidence un niveau sonore élevé ainsi que des vibrations perceptibles.
Ces nuisances impactent le confort des opérateurs et peuvent également influencer la stabilité du process.
L’objectif est d’améliorer les conditions d’exploitation sans dégrader la productivité.
Allonger la durée de vie en usinage de chêne
Le chêne est une essence reconnue pour ses qualités mécaniques et esthétiques, mais également pour sa dureté et son caractère abrasif. Dans un environnement industriel, son usinage sollicite fortement les outils de coupe.
Le client dispose d’un process maîtrisé et d’une production stable, mais observe une limite récurrente : la durée de vie des outils reste insuffisante au regard des volumes produits.
Cela se traduit par une multiplication des interventions, une variabilité de qualité et une perte de temps machine.
.jpg)
Réduire les éclats sur panneaux mélaminés
Lors du débit de panneaux mélaminés, des éclats apparaissent malgré un process maîtrisé, impactant directement la qualité des pièces finies.